范仕达模具:精密注塑模具一站式定制专家
三对一360°服务,每个模具100%满意交付
ENGLISH VERSION
快速服务专线:
134-2486-1207
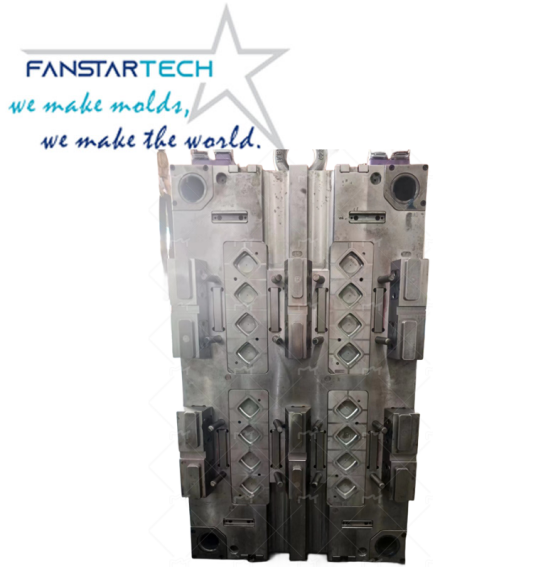
随着制造业的快速发展,多腔注塑模具加工已经成为一种常见的制造工艺。这种工艺广泛应用于各种行业,如汽车、电子、医疗等,为产品的生产提供了高效、精准的方法。然而,要想在多腔注塑模具加工中获得最佳效果,你必须注意以下几点。
在线咨询
微信客服
服务热线









 关注微信公众号
关注微信公众号 微信咨询
微信咨询


