


技术百科 | 发布日期:2024-08-12 | 阅读:3782
注塑模具中有气泡的原因及解决方法!
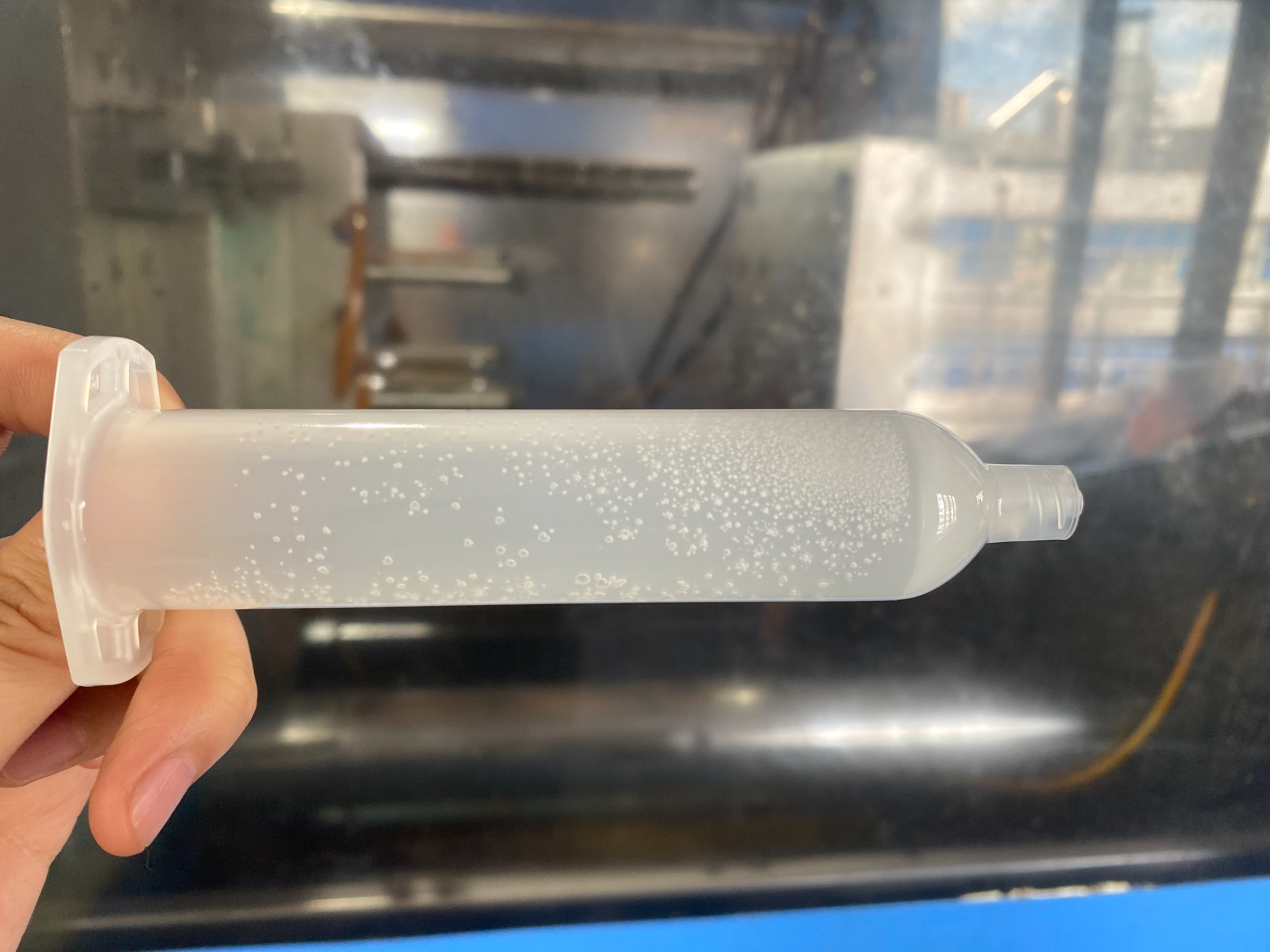

注塑模具中气泡的产生是一个常见问题,其原因复杂多样,主要包括塑料原料、注塑工艺、模具设计以及环境因素等多个方面。以下是对气泡产生原因及相应解决方案的详细分析:
气泡产生原因
1.塑料原料问题:
原料未充分干燥,含有水分或其他挥发性物质。
原料中夹杂空气。
不同种类的塑料具有不同的物理化学性质,某些塑料在注塑过程中容易产生气泡。
2.注塑工艺问题:
注射速度过快,导致气体无法及时排出。
螺杆下料口温度过高,产生分解气体。
储料背压偏低,空气容易混入熔料。
注射保压压力及时间不足,熔料未能充分压实。
3.模具设计问题:
模具排气不良,气体无法顺畅排出。
模具温度过低,熔料冷却过快,气体被包裹在内部。
模具浇口位置不当或截面太小,导致流道内气体滞留。
模具内表面存在毛刺、沟槽等缺陷,影响熔料的流动和排气。
4.环境因素:
注塑加工现场的温度、湿度等环境条件可能影响气泡的产生。
5.操作问题:
操作人员在注塑过程中可能存在不当操作,如急速卸料等,导致气泡产生。
解决方案
1.优化原料处理:
确保原料充分干燥,去除水分和挥发性物质。
检查原料质量,避免使用含有杂质的原料。
2.调整注塑工艺:
降低注射速度,使气体有足够时间排出。
调整螺杆下料口温度,避免过高导致分解气体产生。
增加储料背压,减少空气混入熔料的可能性。
提高注射保压压力及时间,确保熔料充分压实。。
3.改善模具设计:
优化模具排气系统,确保气体顺畅排出。
提高模具温度,使熔料冷却速度适中。
调整模具浇口位置和截面大小,避免气体滞留。
清理模具内表面缺陷,确保熔料流动顺畅。
4.控制环境因素:
保持注塑加工现场的温度、湿度等环境条件稳定。
5.规范操作流程:
对操作人员进行培训,确保他们掌握正确的操作流程。
避免在注塑过程中进行急速卸料等不当操作。
综上所述,通过综合考虑塑料原料、注塑工艺、模具设计以及环境因素等多个方面,并采取相应的解决措施,可以有效地减少或消除注塑模具中的气泡问题。
 关注微信公众号
关注微信公众号 微信咨询
微信咨询


