


技术百科 | 发布日期:2022-09-05 | 阅读:12118
进胶口正面缩水怎么改善?
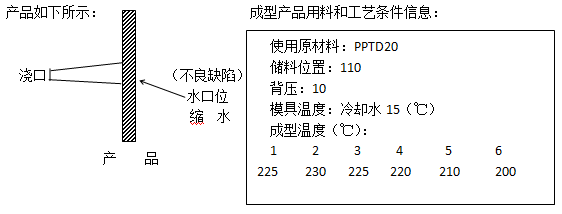
对于平板产品,动模为产品正面,定模为产品反面。成型后,产品正面水口位、有缩水不良现象,产品结构不能变的情况下。
方法一:
工艺一和工艺二不同处:四段速度、位置、保压压力、速度、时间、射出时间、冷却时间。

方法二:
提高背压,在背压反方向力的作用下,增加水口部位的填料,起到保压作用,给浇口位置给个补充力,让浇口位置饱满些。来解决浇口位置缩水的问题。但此方法对PP料、PE料有一定作用。对于一些工程硬料,相对起不到作用

三、常用方法:
平板类产品,中间进胶,浇口对应的反面位置有缩水缺陷,常用注塑工艺调试方法有:
1、增加保压时间,提高保压压力及保压速度,增加料量充填,改善缩水。
2、降低料温,减小冷却过程中的、后收缩率。
3、提高料温,以免浇口熔料遇冷,短时间内固化,保压压力起不到作用。
4、降低动模模温,减小产品冷却时、导致的收缩,出现的缩水现象。
5、提升定模温度,以免浇口遇冷,保压压力起不到作用。
五、模具方面:
1、冷却水不通,模温偏高,导致缩水。改变水路连接方法,调低冻水机温度。模具维修,使模具水路畅通。
 关注微信公众号
关注微信公众号 微信咨询
微信咨询


