


技术百科 | 发布日期:2022-10-19 | 阅读:9627
注塑成型收缩及进胶口气纹如何解决
注塑成型的过程中,我们经常会遇到注塑成品收缩以及进胶口气纹的问题,针对这一问题很多厂家也提供了很好的解决方案,但是小编认为可能还不够完善或者准确,今天根据范仕达多年的注塑模具行业经验,小编做了汇总和整理,希望大家看完后可以帮助到大家彻底解决这两个问题。

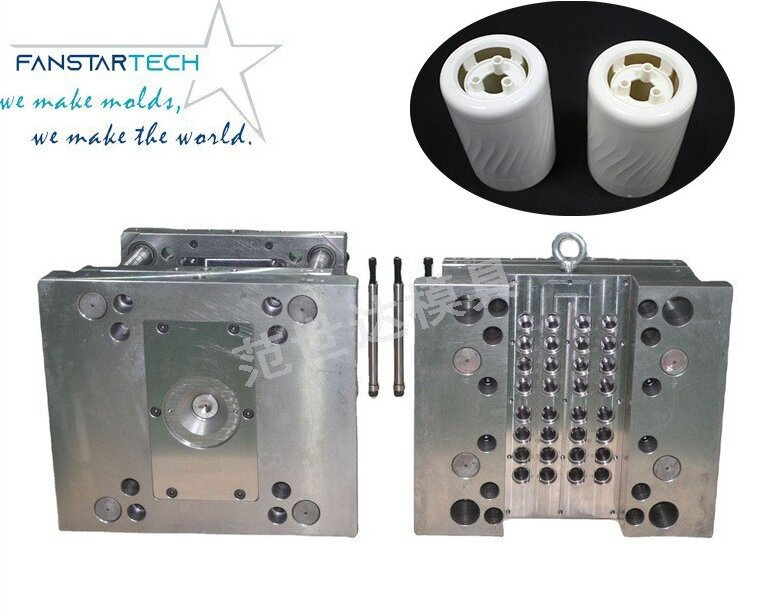
电子门铃模具
注塑成型收缩如何解决
1、如果能够科学地、经验性地准确知道成型收缩率,则在设计注塑模具时,可以按照收缩量相应地将型腔扩大一圈,从而确保加工出的成型产品恰好达到所需尺寸。
2、注塑模具成型收缩率主要受到成型材料的种类、型腔表面温度、保压和保压时间、成型制品的肉厚、浇口形状以及成型材料中是否有添加物的影响。
3、树脂填充后的保压压力和保压时间之积也会影响到收缩率。一般来说,保压压力越高、保压时间越长,则注塑成型收缩率越小。
香薰机模具
注塑成型进胶口气纹如何解决
1、如果有回料添加的,先停止使用试试;彻底烘干原料,且产生等待中不能让其再受潮。
2、增加背压,此举是为了加大排气压力,利于熔化段将原料中气体压出。
3、如果注塑模具分型面在进胶口经过,合模调松一点试试;工艺措施如果无效,应尝试放大浇口尺寸,在进胶口附近开设排气槽等。
4、注塑模具进胶口气纹很有可能是最后保压时补充进料造成的,降低均化段温度防止降解。
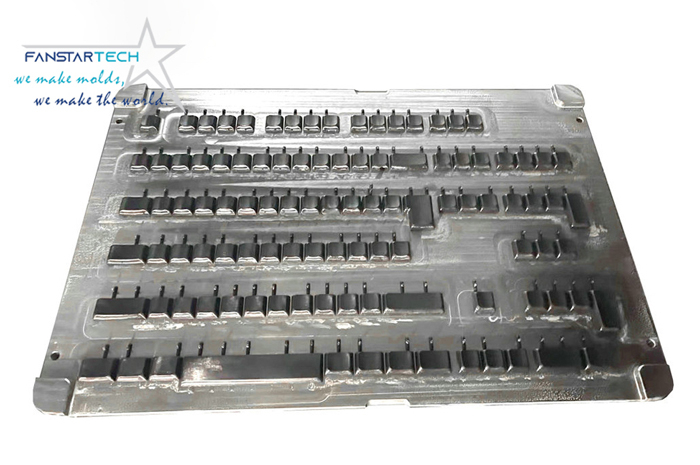
双色键帽模具
范仕达的使命是掌握注塑生产核心技术,从成品生产需求与客人做模具制作前技术交流分析,让模具交货期短,寿命长,快速量产和成品质量优!有注塑模具方面的问题欢迎找我们范仕达交流探讨,当然有注塑模具需求找我们就对了,保证不辜负每一份信任。
 关注微信公众号
关注微信公众号 微信咨询
微信咨询


