范仕达模具:精密注塑模具一站式定制专家
三对一360°服务,每个模具100%满意交付
ENGLISH VERSION
快速服务专线:
134-2486-1207
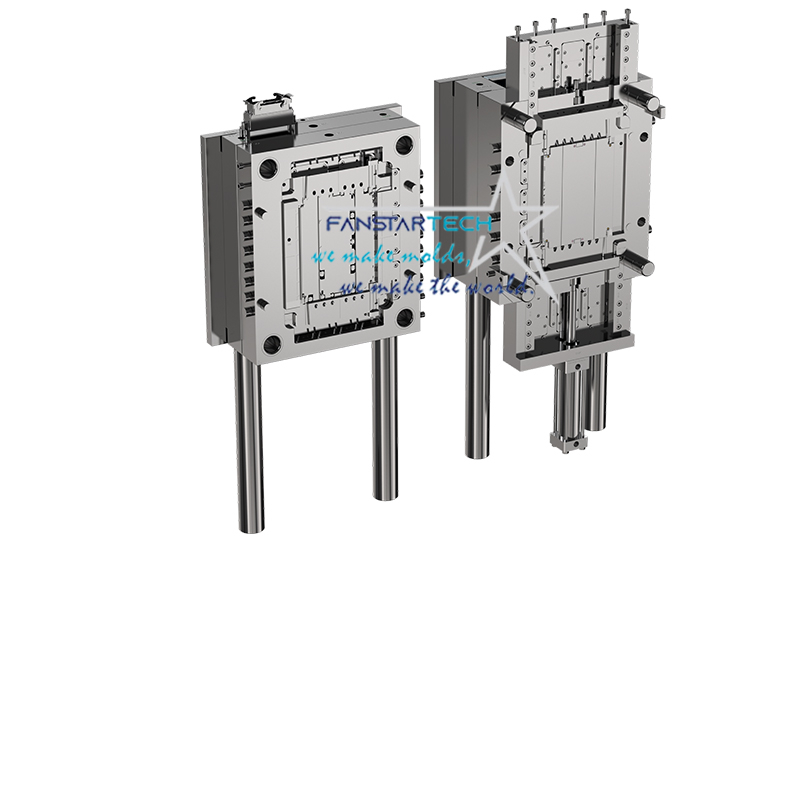
在制造业的庞大产业链中,模具配件加工是至关重要的一环,它如同精密的齿轮,确保着整个生产体系的顺畅运转。而范仕达工厂,正是这一领域中闪耀的明星,以其卓越的全加工能力,为模具配件制造树立了新的标杆。
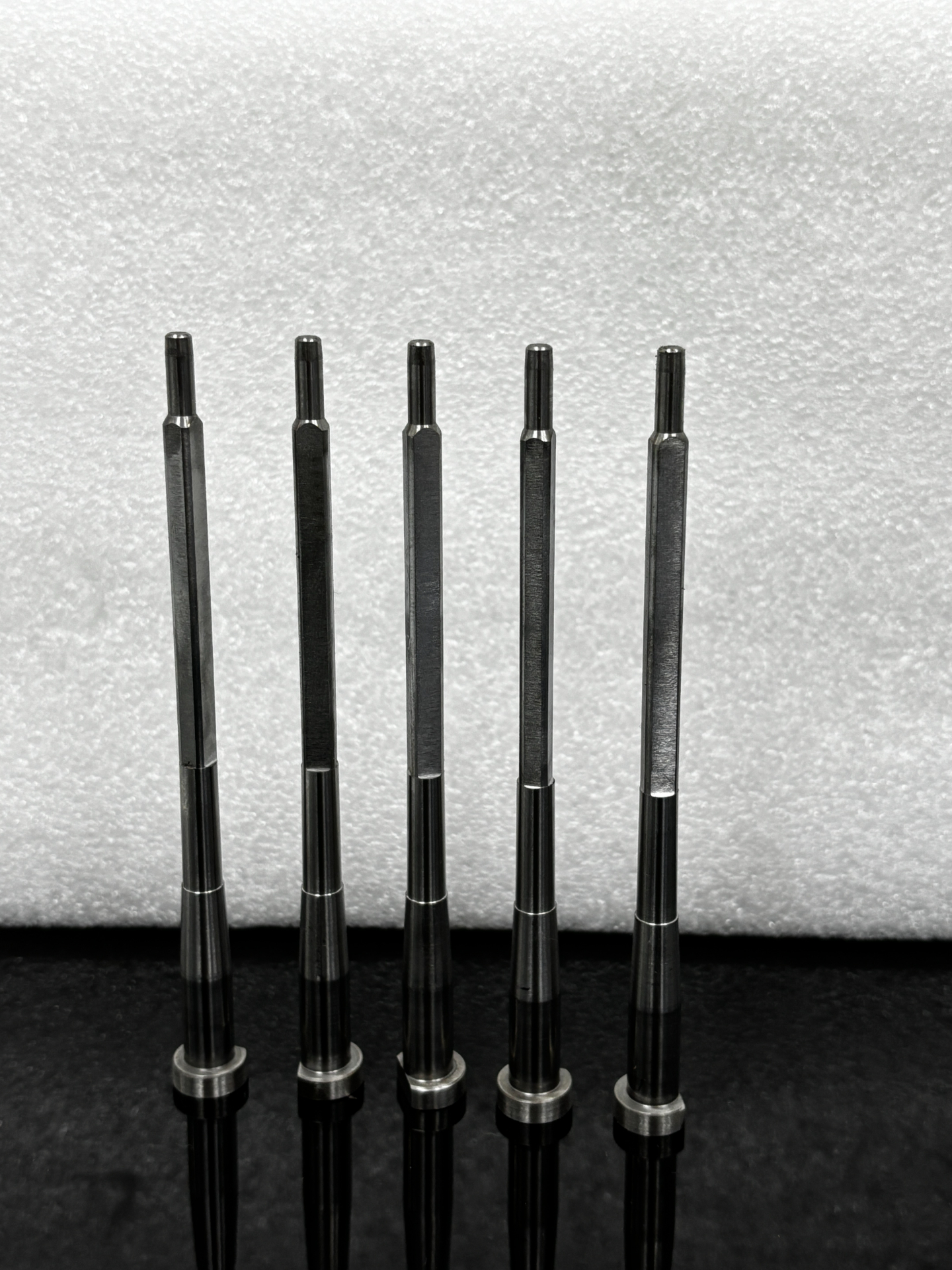
多腔笔模找范仕达,专业制作笔模具,用匠心铸就每一支笔的灵魂,让创意在笔尖绽放无限光彩。多腔笔模具的穴数,根据产品的需求量、材质以及结构定制穴数,我们范仕达一般制作1出2、1出8、1出16、1出32穴、1出48穴等等。主要看实际情况去定制制作,相信我们范仕达是专注多腔笔模具!
在线咨询
微信客服
服务热线











 关注微信公众号
关注微信公众号 微信咨询
微信咨询


